
- Messages
- 8,001
- Location
- falcon heights, minnesota
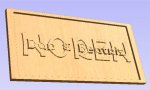
way cool guys! you guys gave me some food for thought last night at work (sundays are a wee bit on the slow side). here is a pic of what i came up with. i went a bit of an odd roundabout route to get this. started out in sketchup, imported the vectors, then worked up the pocketing tool path for the upper letters, then worked it out for the lower letters. after a few false starts, finally got it somewhat right.
Attachments

Last edited:



